- product -




Introduction:Positive Pressure Conveying System – Core Technology for Long-Distance, Enclosed Powder TransportAs a core application form of pneumatic conveying technology, the positive pressure conveying system refers to an industrial equipment system t……
Positive Pressure Conveying System – Core Technology for Long-Distance, Enclosed Powder Transport
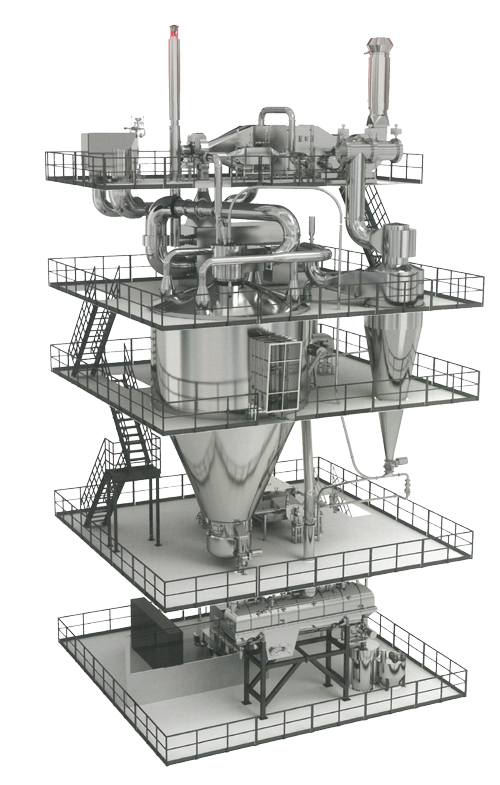
As a core application form of pneumatic conveying technology, the positive pressure conveying system refers to an industrial equipment system that uses compressed airflow above atmosphericpressure as the power source to achieve continuous "blowing" transport of powdered and granular materials within an enclosed pipeline network. With its long-distance conveying capability, multi-point discharge flexibility, and fully enclosed environmentally friendly characteristics, it has become a key technical solution for material transfer in process industries, widely adapted to large-scale production needs across multiple sectors.
The positive pressure conveying system generates a stable positive pressure airflow (operating pressure range typically 0.05–0.7 MPa) through an air source device. Materials are precisely and uniformly fed into the conveying pipeline via a dedicated feeding device, forming a stable gas-solid two-phase flow with the airflow. Driven by the pressure differential, materials are efficientlytransported along the preset pipeline path to the target hopper or process equipment. At the terminal end, a separator and dust collector combination device achieves complete gas-solid separation. The purified达标 exhaust gas is discharged in compliance with regulations, while the material proceeds to subsequent storage or production stages.
Technical Characteristics: Airflow velocity 15–30 m/s, low material concentration, suspension flow conveying mode.
Applicable Scenarios: Fine powders and materials with good flowability, short to medium distance conveying (≤300 m), supports multi-point discharge processes.
Typical Compatible Materials: Grain particles, plastic pellets, milk powder, fine chemical powders, etc.
Technical Characteristics: Airflow velocity 5–15 m/s, high material concentration, plug flow or column flow conveying mode.
Core Advantages: Low pipeline wear, low material breakage rate, significantly lower energy consumption compared to dilute phase systems. Conveying distance can reach several kilometers.
Typical Compatible Materials: Cement, fly ash, coal powder, mineral powder, heavy chemical powders, etc.
Long-Distance Efficient Transport: A single conveying pipeline can achieve transfer from hundreds of meters to several kilometers, meeting the high-capacity material conveying needs of large-scale production (conveying capacity customized as required).
Flexible Layout Adaptability: Supports complex process layouts of "single-point feed → multi-point discharge." Pipeline paths can be flexibly designed according to plant structure and production line planning.
Fully Enclosed Environmental Compliance: The system operates in a fully enclosed manner with no dust leakage, effectively preventing material moisture absorption, contamination, and impurity ingress. Fully complies with environmental and hygiene standards of food, pharmaceutical, fine chemical, and other industries.
Process Integration Capability: Can integrate process functions such as heating, cooling, drying, mixing, and classification during material conveying – simplifying production processes and improving overall efficiency.
Automated Intelligent Control: Equipped with remote monitoring and PLC automatic control systems for continuous and stable operation. Few moving parts, easy maintenance, reduced labor intervention costs.
Extended Equipment Lifespan: Air source equipment (fan/air compressor) does not directly contact dust-laden materials – effectively avoiding dust wear and extending the service life of core equipment.
Powdered Materials: Cement, fly ash, flour, milk powder, starch, pharmaceutical raw material powders, pigments, carbon black, lithium battery materials, etc.
Granular Materials: Grains, plastic pellets, fertilizer, feed, granulated sugar, industrial salt, coffee beans, etc.
Special Form Materials: Wood powder, rice husks, plastic flakes, pharmaceutical tablets, fibrous materials, etc.
Applicable Industries: Food & beverage, dairy products, pharmaceuticals & health products, fine chemicals, plastics processing, building materials (cement/tiles), power generation (fly ash handling), grain storage & processing, environmental engineering, lithium battery material production, etc.

Top







 location:
location: