- product -



Introduction:Drying Tower Fluidized Bed – Core Equipment for Milk Powder, Probiotics Special Medical Food ProductionIn the production of milk powder, probiotic powder, special medical purpose food, and functional powders, fluidized bed drying and gran……

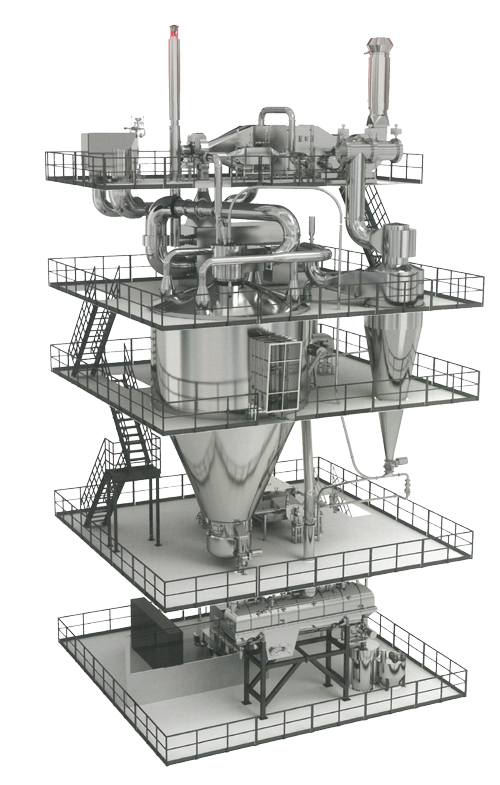
Drying Tower & Fluidized Bed – Core Equipment for Milk Powder, Probiotics & Special Medical Food Production
In the production of milk powder, probiotic powder, special medical purpose food, and functional powders, fluidized bed drying and granulation are critical processes that determine particle structure, flowability, solubility, and product stability. Our advanced fluidized bed equipment is specifically designed to meet the stringent standards of the food, dairy, and special medical food industries. Through precise fluidization technology, it achieves efficient drying, granulation, and coating of materials, making it indispensable key equipment on modern powder production lines.
I. Core Advantages
1. Precise Process Control – Ensures Product Quality
Fluidization Uniformity: Optimized air distributor plate and airflow distribution design ensure materials form a uniform fluidized state within the bed – every particle fully contacts the heating medium – consistent drying/granulation results – avoids localized overheating or uneven drying.
Low-Temperature Gentle Processing: Precisely controls inlet air temperature, airflow rate, and processing time based on material characteristics – particularly suitable for heat-sensitive materials (e.g., probiotics, active proteins) – maximizes retention of nutritional components and biological activity – ensures product solubility and reconstitution properties.
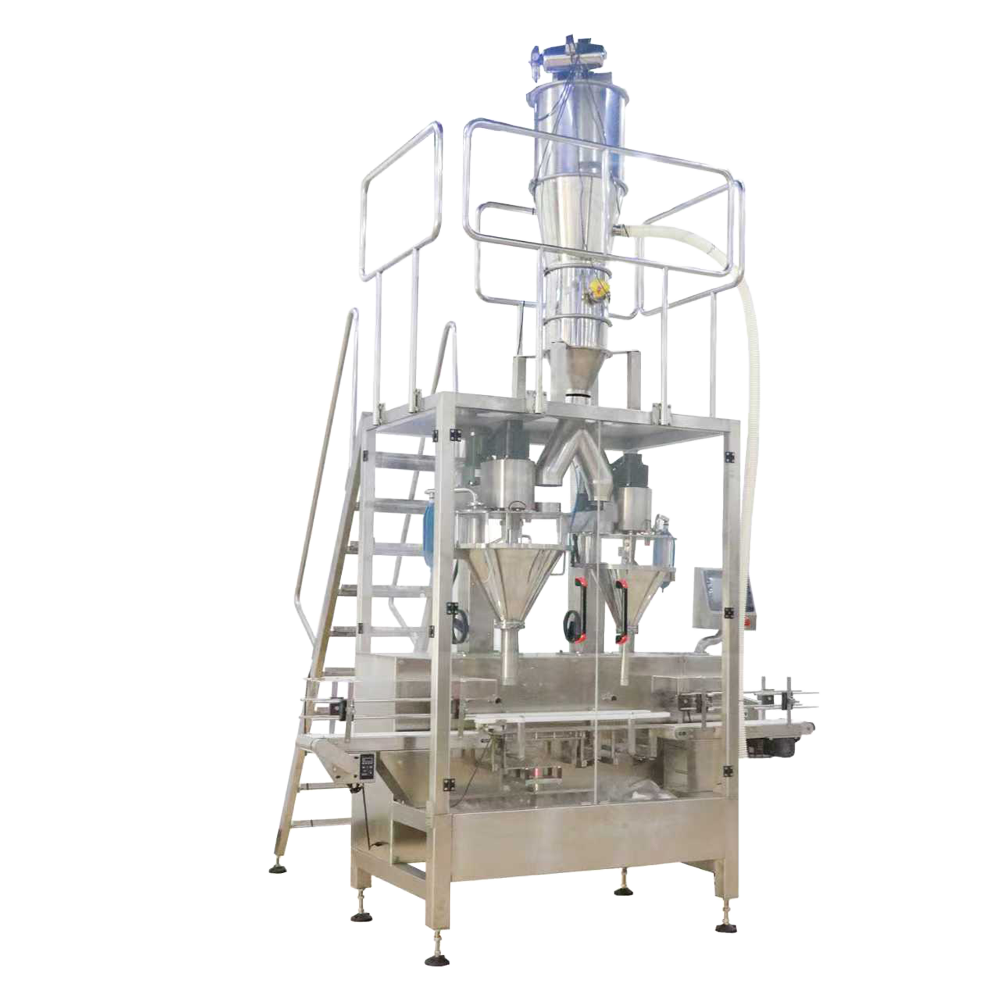
Multi-Function Integration: One machine can achieve multiple processes including drying, granulation, coating, and cooling – by adjusting process parameters, produces powder particles of different particle sizes, densities, and characteristics – meets diverse product requirements.
2. High Energy Efficiency – Increases Production Capacity
High Thermal Efficiency: Uses recirculating hot air system and efficient gas-solid separation technology – heat utilization increased by over 40% – significantly reduces energy consumption and production costs.
Flexible Continuous/Batch Processing: Supports both continuous and batch operation modes – can be flexibly switched based on capacity requirements – with automatic feeding and discharging systems – greatly improves production efficiency – reduces manual intervention.
Large Processing Capacity: Can handle materials from laboratory pilot scale to industrial large-scale production – single batch capacity from hundreds of kilograms to several tons – meets production needs of enterprises of different sizes.
3. Food-Grade Clean Design – Safe & Compliant
All Stainless Steel Construction: All material contact parts are made of 304/316L stainless steel – mirror-polished internal surfaces – no sanitary dead spots – compliant with GMP clean workshop standards.
Enclosed Production Process: Fully enclosed from feeding to discharging – equipped with efficient dust removal and air filtration systems – eliminates dust leakage and cross-contamination – ensures product purity.
CIP/SIP Compatible: Supports Clean-In-Place and Steam-In-Place – enables rapid internal cleaning and sterilization – prevents contamination between different product batches – meets high cleanliness requirements of special medical purpose foods.
II. Key Applications in Dairy & Special Medical Food Industry
Our fluidized bed equipment is deeply adapted to the entire production process of milk powder and special medical purpose foods – your ideal partner in powder processing:
Milk Powder Post-Processing: Secondary drying, cooling, and granulation of milk powder after spray drying – improves powder flowability and solubility – enhances product quality.
Special Medical Purpose Foods: Precise granulation and coating for special medical purpose formula foods – protects active ingredients – improves product stability and patient compliance.
Probiotics & Functional Foods: Low-temperature fluidized bed process maximizes retention of probiotic activity – produces high-viability granular products – extends product shelf life.
Plant Protein & Meal Replacement Powders: Adapts to plant-based ingredients such as soy protein and pea protein – improves powder texture and reconstitution properties through granulation – produces high-quality meal replacements and nutritional supplements.
III. Why Choose Our Fluidized Bed Equipment
Industry Expertise: Years of focus on R&D of powder processing equipment for dairy and special medical food industries – deep understanding of production pain points and compliance requirements.
Customized Solutions: Provides customized design and integration services from single machines to complete lines based on raw material characteristics, process requirements, and capacity targets.
Full Lifecycle Service: From process design, equipment manufacturing, installation and commissioning to personnel training and after-sales maintenance – provides one-stop professional support – ensures efficient and stable operation of equipment.

Top







 location:
location: