- product -


Introduction:Vibratory Powder Conveying Equipment – Gentle, Enclosed Sanitary Transport for Dairy Special Medical Purpose FoodsIn the production of dairy and special medical purpose foods, the material conveying link is not only the artery of producti……
Vibratory Powder Conveying Equipment – Gentle, Enclosed & Sanitary Transport for Dairy & Special Medical Purpose Foods
In the production of dairy and special medical purpose foods, the material conveying link is not only the artery of production but also the first line of defense for quality and hygiene. Given the characteristics of milk powder, raw material powders, and precision powders, vibratory powder conveying equipment has become an indispensable precision component in automated production lines, thanks to its core advantages of no product damage, high seal integrity, and easy cleaning.
This article provides a comprehensive analysis of the application value of vibratory powder conveying equipment from four dimensions: technical principle, structural design, industry comparison, and selection guide.
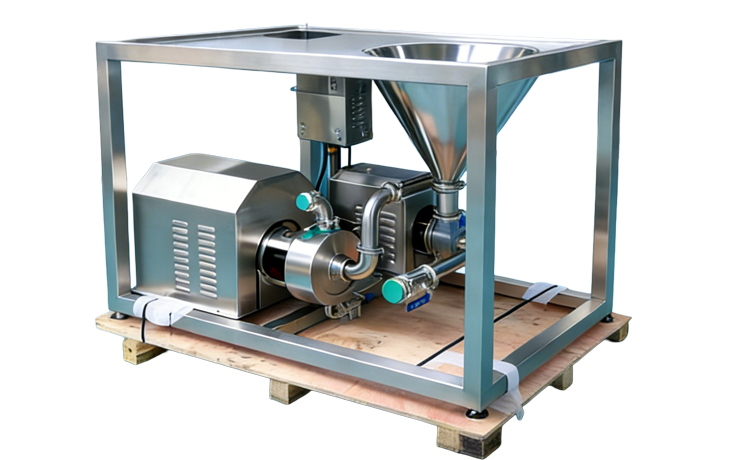
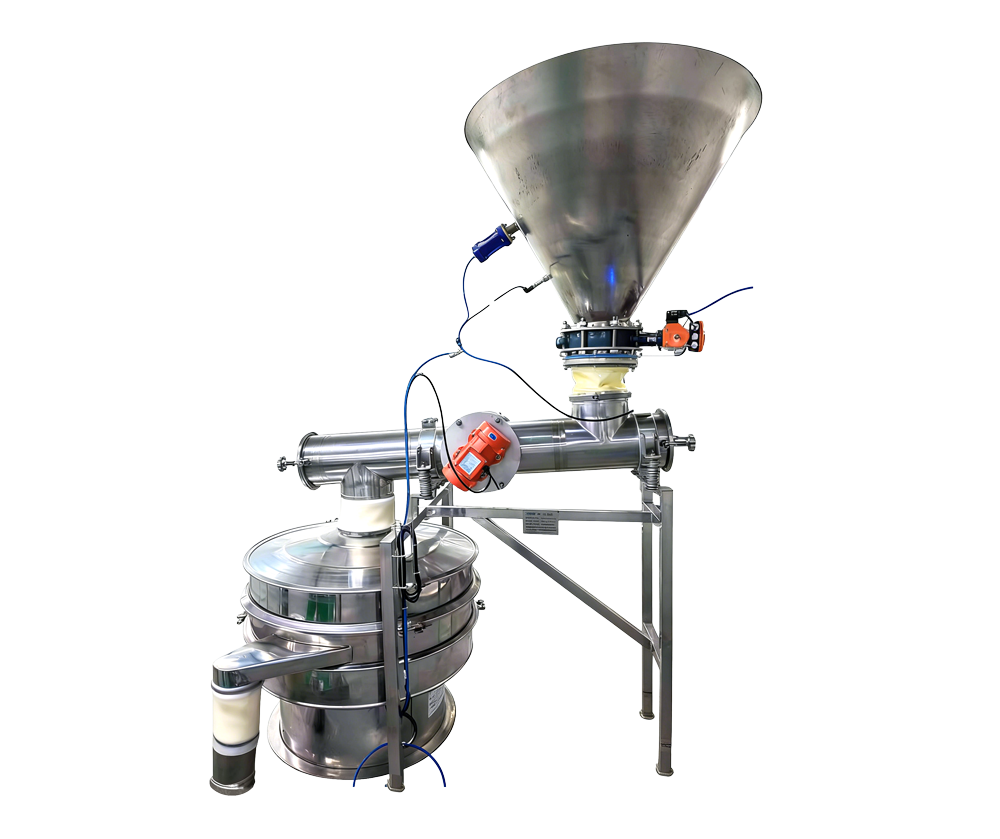
Vibratory powder conveying equipment uses a vibrating motor/electromagnetic vibrator as the power source. Through directional micro-amplitude vibration, it drives materials to form continuous sliding or micro-throwing motion within a trough or pipe.
Power Conversion: The motor generates high-frequency excitation force, transmitted to the trough.
Motion Trajectory: Materials move in periodic throwing or sliding motion along a specific direction.
Uniform Conveying: Materials move continuously and quantitatively forward under vibration – no tumbling, no squeezing, no heat generation throughout the process.
This conveying method perfectly meets the stringent requirements of fine materials such as milk powder for structural integrity.
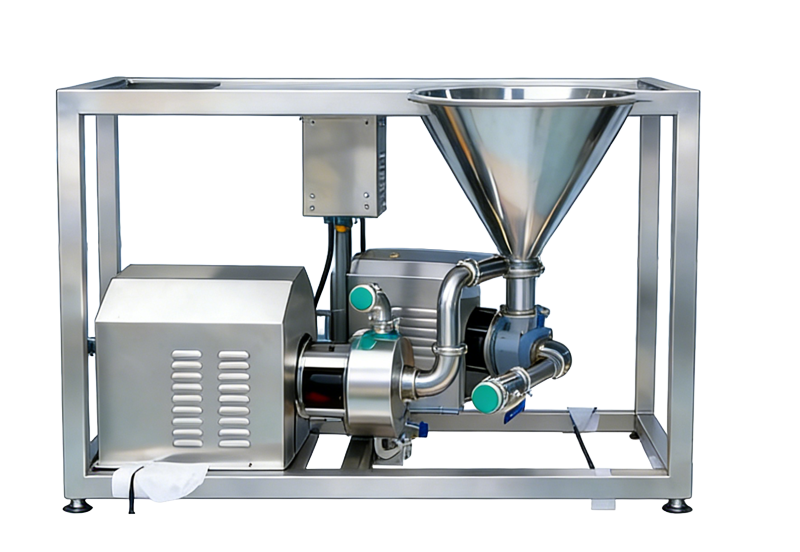
Targeting the high cleanliness requirements of food, pharmaceutical, and dairy industries, vibratory powder conveying equipment has undergone specialized structural optimization:
Fully Enclosed Structure: Seamless welded or quick-connect design eliminates dust leakage, improves workshop environment, and meets environmental protection and GMP certification requirements.
Sanitary Grade Material: Main body is typically made of 304 or 316L stainless steel, with finely polished surfaces – no sanitary dead spots, easy CIP (Clean-In-Place) cleaning.
No Wear Parts: Eliminates chains, belts, or impellers used in screw conveying. Operates based on vibration principle – extremely low failure rate and low maintenance cost.
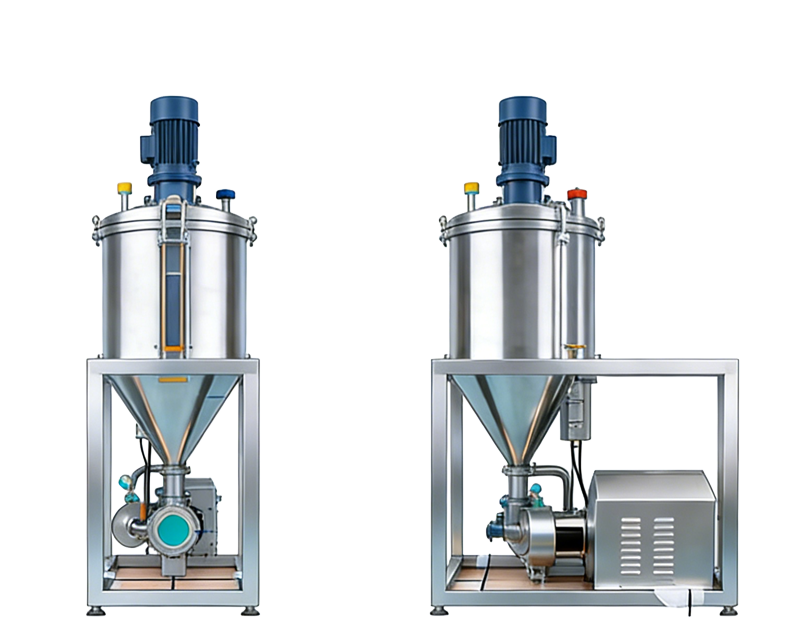
Adjustable Parameters: Amplitude and frequency can be freely adjusted via a frequency converter, enabling precise flow control and adapting to automated production lines of different capacities.
Conclusion: In modern dairy plants pursuing food safety, dust-free production, and high automation, vibratory powder conveying is the more rational choice.
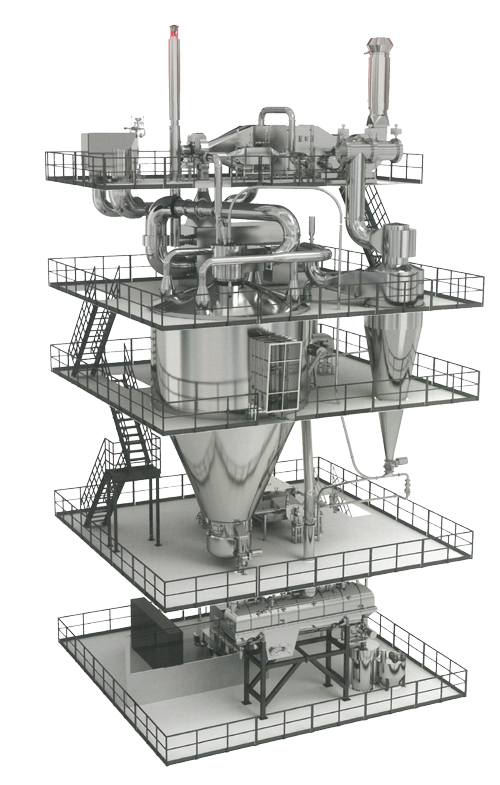
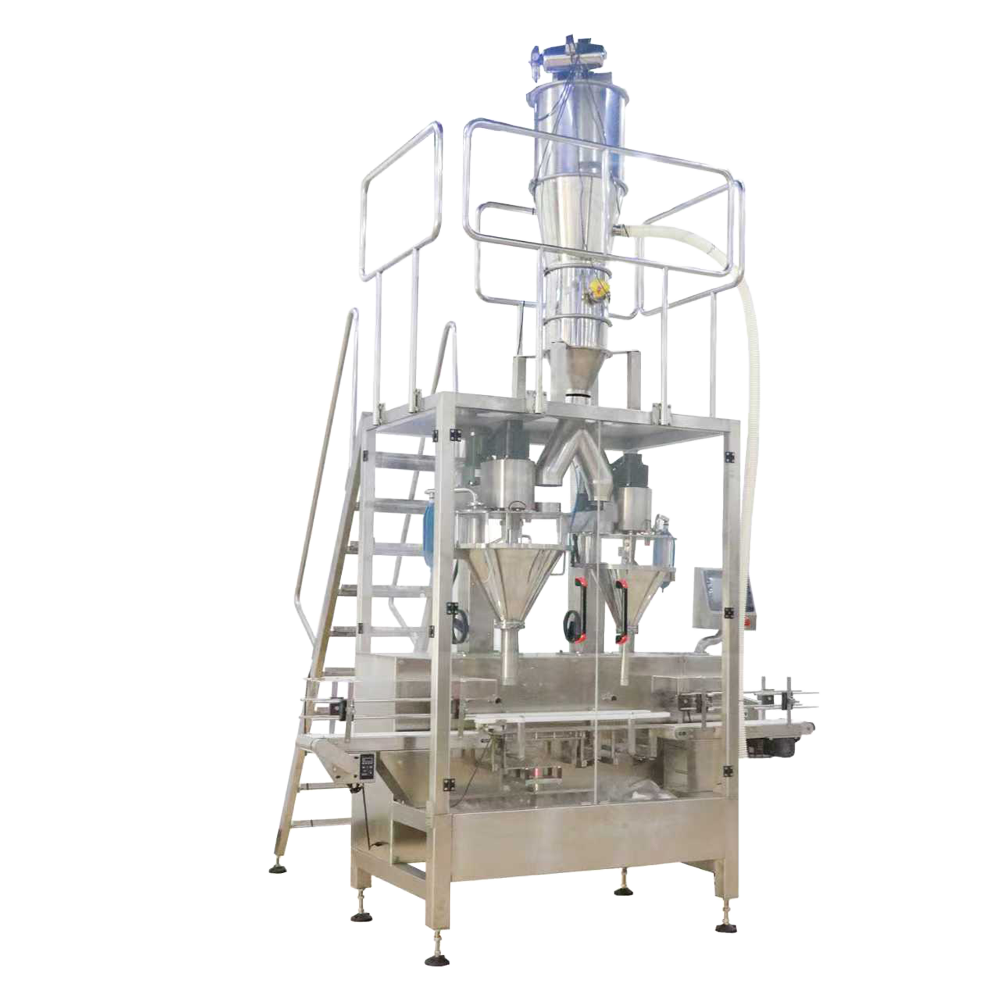
On automated dairy production lines, vibratory powder conveying is typically integrated in series within the core process sections:
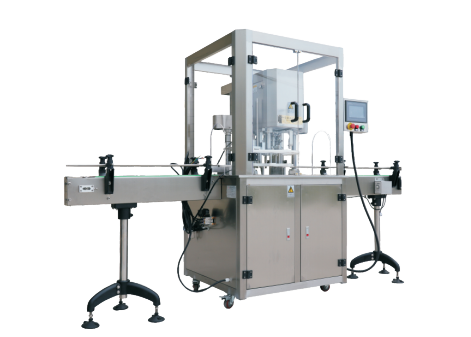
Raw material hopper → Vibratory feeder (precise discharge) → Vibratory conveyor (dust-free conveying) → Mixer (uniform mixing) → Buffer hopper → Vibratory conveying → Packaging machine (finished product filling)
The entire process is continuous, enclosed, and precise – ensuring every step from raw material to finished product is controllable.

Top







 location:
location: