- product -
Introduction:Centrifugal Spray Drying Tower – Core Equipment for Milk Powder, Protein Powder Special Medical Food ProductionIn the production of milk powder, protein powder, probiotic powder, and special medical purpose foods, spray drying is a critica……

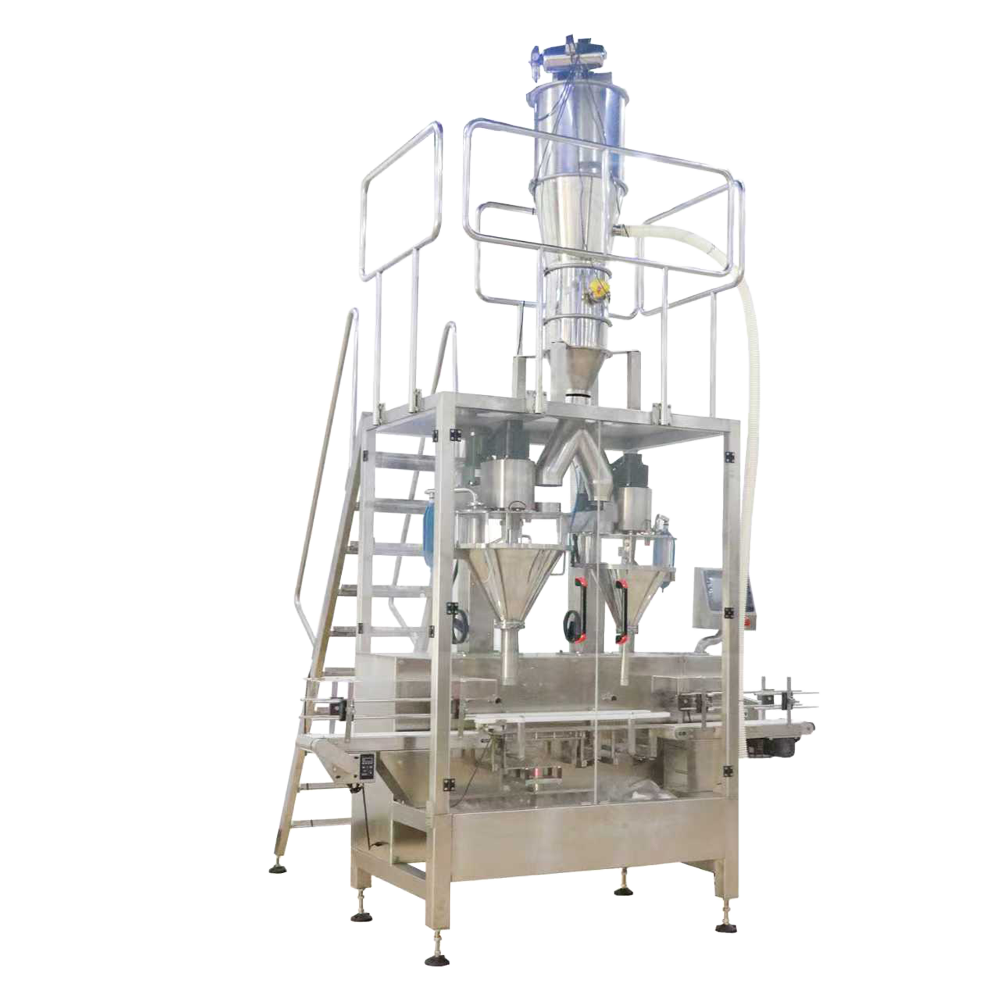
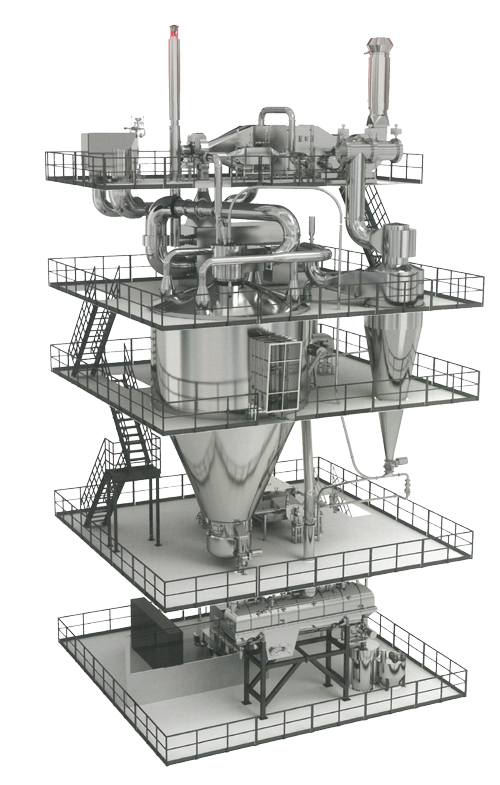
Centrifugal Spray Drying Tower – Core Equipment for Milk Powder, Protein Powder & Special Medical Food Production
In the production of milk powder, protein powder, probiotic powder, and special medical purpose foods, spray drying is a critical process that determines product quality, solubility, and stability. Our large-scale centrifugal spray drying tower is specifically designed to meet the stringent standards of the food, dairy, and special medical food industries. Through precisely controlled drying technology, it efficiently converts liquid materials into high-quality powder, making it indispensable core equipment on modern production lines.
I. Core Advantages
1. Efficient Drying – Stable Production Capacity
Large Processing Capacity: Uses a high-speed centrifugal atomizer to uniformly atomize feed liquid into micron-sized droplets – full contact with hot air for instant moisture evaporation – single tower daily processing capacity reaches tens of tons – meets large-scale production requirements.
Continuous Production: Fully continuous operation from feeding, atomization, and drying to powder collection – with automatic feeding and powder discharge systems – greatly improves production efficiency – reduces manual intervention.
Optimized Thermal Efficiency: Uses multi-stage hot air distribution and waste heat recovery technology – heat utilization increased by over 30% – significantly reduces energy consumption and production costs.
2. Precise Temperature Control – Ensures Product Quality
Low-Temperature Drying Process: Precisely controls inlet and outlet air temperatures based on material characteristics – particularly suitable for heat-sensitive materials such as probiotics and active proteins – effectively protects nutritional components and biological activity – ensures product solubility and reconstitution properties.
Uniform Powder Characteristics: Optimized atomization and airflow distribution produce powder particles with uniform size, good flowability, and stable bulk density – meets strict requirements for subsequent packaging and applications.
Intelligent Control System: Equipped with PLC and touchscreen – real-time monitoring of key parameters including temperature, pressure, airflow rate, and feed rate – automatically adjusts process curves – ensures consistent and stable product quality for every batch.
3. Food-Grade Clean Design – Safe & Compliant
All Stainless Steel Construction: Tower body, pipelines, and material contact parts are made of 304/316L stainless steel – mirror-polished internal surfaces – no sanitary dead spots – compliant with GMP clean workshop standards.
Enclosed Production Process: Fully enclosed from feeding to powder collection – equipped with efficient dust removal and air filtration systems – eliminates dust leakage and cross-contamination – ensures product purity.
CIP/SIP Compatible: Supports Clean-In-Place and Steam-In-Place – enables rapid internal cleaning and sterilization – prevents contamination between different product batches – meets high cleanliness requirements of special medical purpose foods.

Top







 location:
location: