- product -


Introduction:UV Sterilization TunnelIn key processes of food and beverage production, the risk of post-packaging secondary contamination has always been a major concern for enterprises. Our UV sterilization tunnel is specially designed for the food, dair……
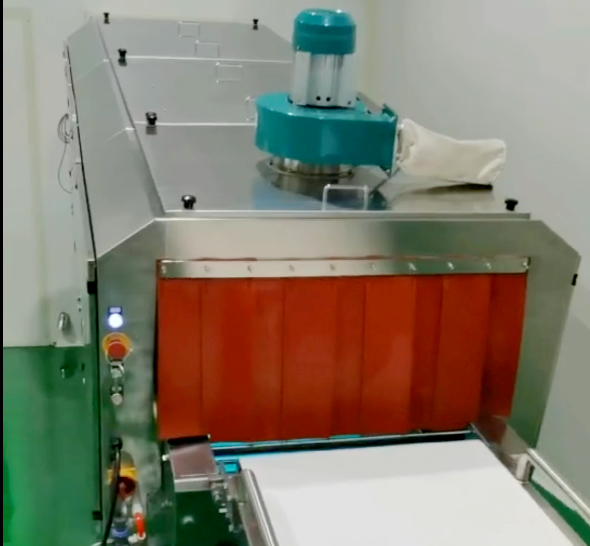
In key processes of food and beverage production, the risk of post-packaging secondary contamination has always been a major concern for enterprises. Our UV sterilization tunnel is specially designed for the food, dairy and special medical food industries. Adopting efficient ultraviolet sterilization technology, it provides a reliable safety barrier for your products with no contact, no heating and no chemical residues.
Broad-spectrum sterilization capability: Equipped with high-intensity UVC (254nm) ultraviolet lamps, which effectively destroy the DNA/RNA structure of bacteria, molds, yeasts and pathogenic bacteria, with a sterilization rate up to 99.99%, fully ensuring product safety.
No chemical additives: Pure physical sterilization method without any disinfectants, avoiding chemical residues that affect food flavor and quality, fully complying with the consumer trend of "clean labels".
Low-temperature treatment: The entire sterilization process is carried out at room temperature, making it especially suitable for heat-sensitive products (such as yogurt, probiotic drinks, special medical foods), effectively protecting nutrients and active ingredients.
All-stainless steel structure: Made of 304/316L stainless steel with mirror-polished surface and no sanitary dead corners, meeting GMP clean workshop standards and eliminating secondary contamination.
Modular conveying system: Equipped with food-grade mesh belts or roller conveyors for stable operation, which can be quickly replaced according to packaging specifications (bottles, cans, bags, cartons) to adapt to various production lines.
Ventilation system: Integrated exhaust device on the top to timely discharge ozone and heat generated by the lamps, keeping the workshop fresh and extending lamp service life.
PLC intelligent control system: Sterilization time, lamp power and conveying speed can be precisely adjusted via touch screen, with multiple preset sterilization programs for one-key switching and simple operation.
Real-time monitoring & alarm: Equipped with lamp intensity monitoring and fault alarm system, which automatically alerts when sterilization intensity is insufficient, ensuring every product receives effective sterilization.
Safety protection: Radiation-proof curtains at inlet and outlet, with built-in door interlock to prevent UV leakage and ensure operator safety.
Our UV sterilization tunnel is well adapted to diverse scenarios in the food and beverage industry, serving as an ideal "safety guard" on your production line:
Dairy industry: Post-packaging sterilization of pasteurized milk, yogurt, cheese and special medical foods to extend shelf life while maintaining the activity of probiotic products.
Beverage industry: Secondary sterilization for bottled/canned products such as fruit juice, tea drinks and functional drinks to eliminate microbial contamination during filling.
Snack food: Surface sterilization of packaging bags for puffed food, nuts and baked pastries to prevent mold growth.
Health food: Aseptic protection for packaging of meal replacement powder, nutritional tablets and other products to meet strict compliance requirements.
Industry expertise: Focused on R&D of clean equipment for the food and beverage industry, with in-depth understanding of industry compliance requirements and production pain points.
Customized solutions: Custom services from single equipment to full-line integration based on product type, packaging specifications, capacity demand and workshop layout.
Full-cycle service: One-stop professional support including solution design, equipment manufacturing, installation, commissioning, personnel training and after-sales maintenance.
As consumers pay increasing attention to food safety, choosing a reliable UV sterilization device provides solid assurance for your product quality and brand reputation. Our UV sterilization tunnel is more than just equipment — it is a core partner in safeguarding consumer health.

Top







 location:
location: