- product -




Introduction:Full-Automatic CIP Cleaning Equipment – Core Advantages Industry ApplicationsIn the production of food beverage, dairy, special medical purpose foods, and pharmaceutical industries, equipment cleanliness directly determines product safety……
Full-Automatic CIP Cleaning Equipment – Core Advantages & Industry Applications
In the production of food & beverage, dairy, special medical purpose foods, and pharmaceutical industries, equipment cleanliness directly determines product safety and quality. Traditional manual cleaning is not only inefficient and incomplete but also poses risks of cross-contamination, making it difficult to meet the compliance requirements of modern production. Our fully automatic CIP (Clean-In-Place) cleaning equipment is purpose-built for industrial-grade sanitary production. With its core strengths of "automated operation, free cleaning, and compliant energy-saving design," it performs deep cleaning without equipment disassembly, building a solid sanitation barrier for your production line and supporting compliant manufacturing.
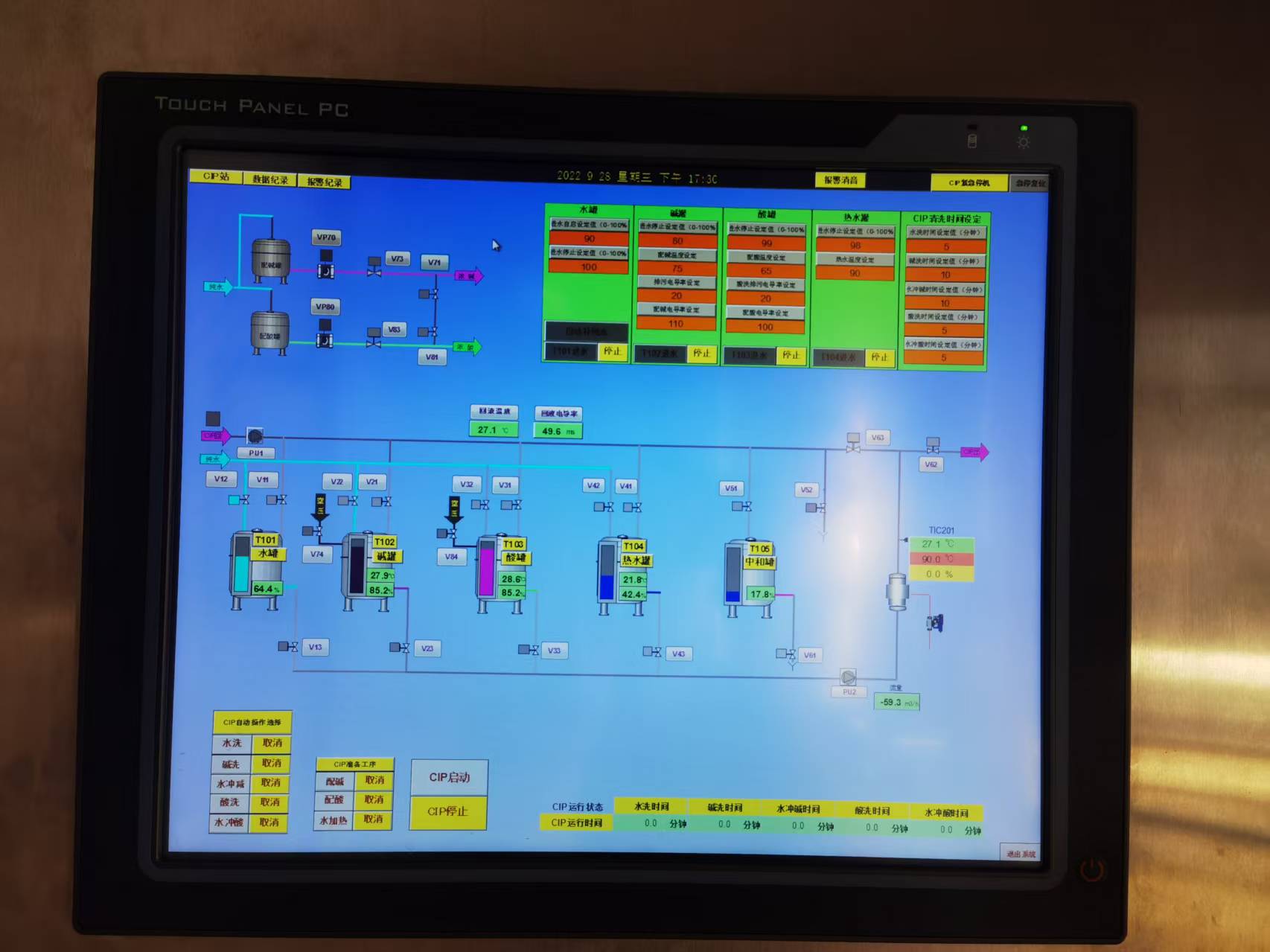
Intelligent Programmable Control: Equipped with a PLC touchscreen control system, pre-programmed with multiple cleaning programs (e.g., alkali wash, acid wash, water rinse, sterilization). Supports parameter customization (temperature, time, flow rate, concentration). One-touch start completes the entire cleaning cycle without manual supervision, significantly reducing operational complexity and labor intensity.
Unmanned Continuous Operation: Seamlessly integrates with production lines for automatic "production-cleaning" switching. Supports 24/7 continuous operation, improving cleaning efficiency by 5–8 times compared to manual cleaning, eliminating production line downtime due to manual cleaning.
Full Traceability & Recording: Real-time monitoring of key parameters such as cleaning temperature, pressure, flow rate, and chemical concentration. Data is automatically stored and traceable, generating compliant reports that meet food & beverage industry quality traceability requirements.
Multi-Dimensional Cleaning Modes: Integrates spray cleaning (rotary spray balls/tank cleaners), soak cleaning, and recirculation rinsing. High-pressure spray reaches 0.3–1.0 MPa with full coverage, thoroughly removing stubborn residues such as protein deposits, fats, sugars, and biofilm from equipment interior surfaces.
Food-Grade Sanitary Standards: The cleaning circuit is made of 304/316L stainless steel, with mirror-polished inner surfaces (Ra≤0.8μm) and no sanitary dead spots. Equipped with food-grade cleaning pumps, valves, and seals, compliant with FDA and GB4806 food contact material standards, eliminating secondary contamination.
Effective Sterilization: Supports various sterilization methods including steam sterilization and chemical sterilization (e.g., peracetic acid, sodium hypochlorite), achieving up to 99.99% sterilization efficiency. Effectively reduces the risk of microbial exceedances and meets GMP clean workshop and HACCP food safety management system requirements.
Compliance Adaptability: Equipment design fully complies with sanitary codes for the food & beverage, dairy, and pharmaceutical industries. Supports SIP (Sterilization-In-Place) functionality. Cleaning data is traceable and exportable, helping customers successfully pass GMP, FDA, and other compliance audits.
Water & Energy Savings: Equipped with a cleaning solution recirculation and filtration system, recovering and reusing cleaning fluids – water savings of 30–50%. Adopts an efficient heating system (steam/electric) for fast, uniform heating, reducing energy consumption by over 20% compared to traditional equipment. Precise control of chemical concentration minimizes chemical waste.
Environmentally Friendly: Wastewater is primarily filtered before discharge, reducing environmental pollution. Uses food-grade, environmentally friendly chemicals that leave no residue or odor, without affecting product flavor or safety.
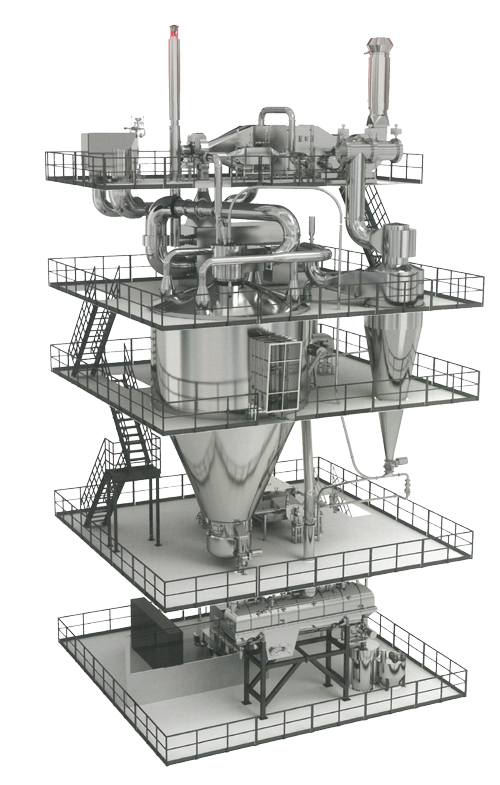
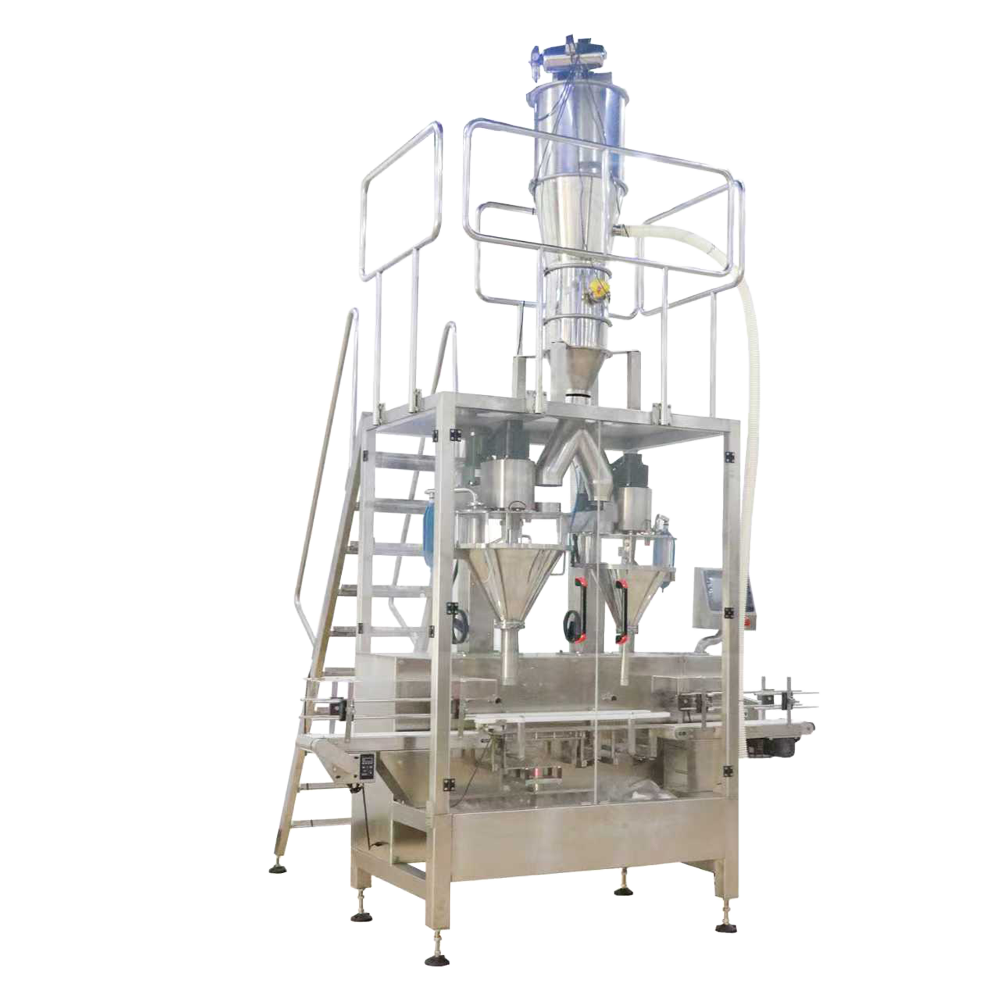
Modular Customization: Customizable cleaning solutions based on production line scale (from pilot systems to large-scale lines) and equipment types (tanks, pipelines, reactors, fillers, heat exchangers). Supports single-loop or multi-loop parallel cleaning, adapting to different capacities and plant layouts.
Broad Application Scenarios: Compatible with various cleaning media including water, acids, alkalis, and sterilants. Cleaning parameters can be optimized for different residue types (e.g., dairy protein, beverage sugar crystals, condiment fats) to meet diverse product cleaning needs.
Robust & Durable: Key components (pumps, valves, sensors) are selected from reliable brands, with a compact and stable design. Equipment surfaces are rust-proof and corrosion-resistant. Supports CIP self-cleaning for easy maintenance and long service life.
Our fully automatic CIP cleaning equipment is deeply adapted to the diverse production scenarios of the food & beverage and related industries – an indispensable "sanitation manager" for your production line:
Dairy Industry: Cleaning and sterilization of fresh milk storage tanks, pasteurizers, yogurt fermentation tanks, fillers, and transfer pipelines – removing milk protein and lactose residues, preventing microbial growth.
Beverage Industry: Adapts to cleaning of batching tanks, filters, fillers, and preform molds in juice, tea, and carbonated beverage production lines – removing sugar, fruit pulp residue, and color deposits.
Condiment Industry: Targets fermentation tanks, cooking kettles, and transfer pipelines in soy sauce, vinegar, and sauce production – removing oils, proteins, and salt crystals to ensure stable product flavor.
Special Medical Purpose Foods & Pharmaceuticals: Meets high-sanitation requirements for raw material tanks, batching tanks, and freeze dryers – compliant with GMP standards, ensuring product purity and safety.
Snack Food Industry: Used for cleaning baking equipment, frying equipment, and seasoning lines – removing oil and starch residues, reducing cross-contamination risks.
Industry Expertise: Years of R&D focus on sanitary equipment for the food & beverage industry, with deep understanding of different industries' pain points and compliance requirements. Product design closely matches real production scenarios.
Customization Capability: Provides personalized customization from single units to complete line cleaning solutions, based on production line scale, equipment types, and cleaning needs. Supports on-site assessment and solution design.
Full Lifecycle Service: Offers one-stop professional service including equipment selection, installation & commissioning, operator training, after-sales maintenance, spare parts supply, and program upgrades – ensuring stable and efficient operation.
Continuous Innovation: Constantly updates cleaning technology, optimizes control systems and energy-saving designs – delivering more efficient, more energy-saving, and smarter sanitation solutions to customers.

Top







 location:
location: