


1. Dense Phase Pneumatic Conveying
Dense phase pneumatic conveying systems are a core branch of pneumatic conveying technology, using compressed air within pipelines as the power medium to achieve efficient transfer of bulk solid powders. Their defining characteristic is an extremely low gas-to-solid ratio, where the weight proportion of conveying air to material is far lower than in dilute phase conveying. The system operates with a high solids-to-gas ratio (typically ≥50 kg/kg) and low airflow velocity (3-8 m/s at the pipeline inlet), providing distinct technical advantages:
Low-velocity operation significantly reduces material breakage rates, especially suitable for fragile, high-value powders (e.g., precision chemical raw materials, food additives).
The high-density material flow effectively suppresses gas-solid separation, making it the preferred choice for conveying powders requiring high mixing uniformity (e.g., composite additives, alloy powders) after mixers.
The high solids-to-gas ratio reduces energy consumption per unit of material conveyed by 30%-50% compared to dilute phase systems, offering significant energy savings.
No metering devices such as rotary airlocks or screw conveyors are needed at the feed end, simplifying the system structure and reducing maintenance costs.
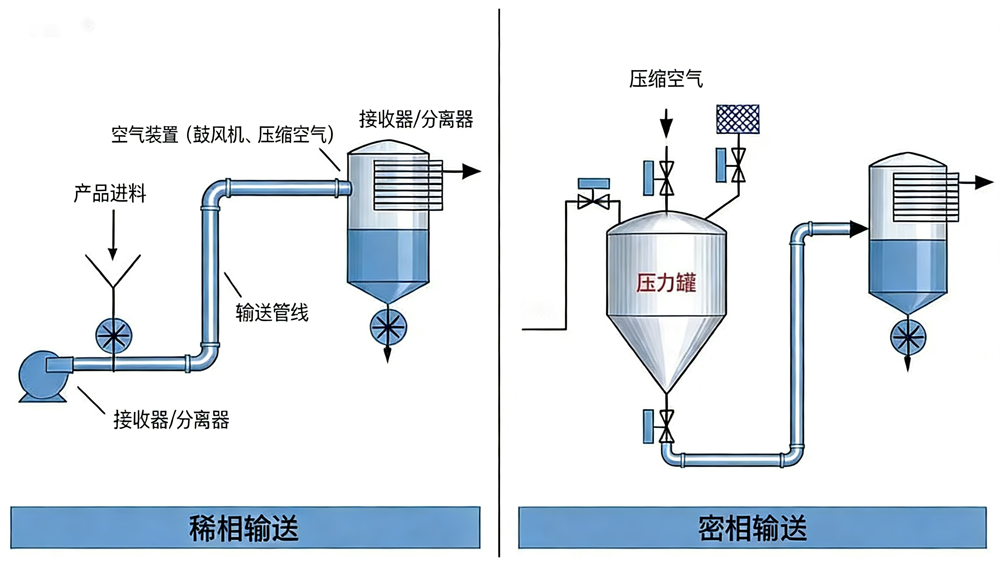
It should be noted that due to high pressure drop in the pipeline, conventional conveying distance for dense phase systems is typically limited to within 100 meters (extendable to 300 meters under high-pressure conditions). Additionally, the higher initial investment for high-pressure/vacuum equipment and customized design makes it more costly than dilute phase systems.
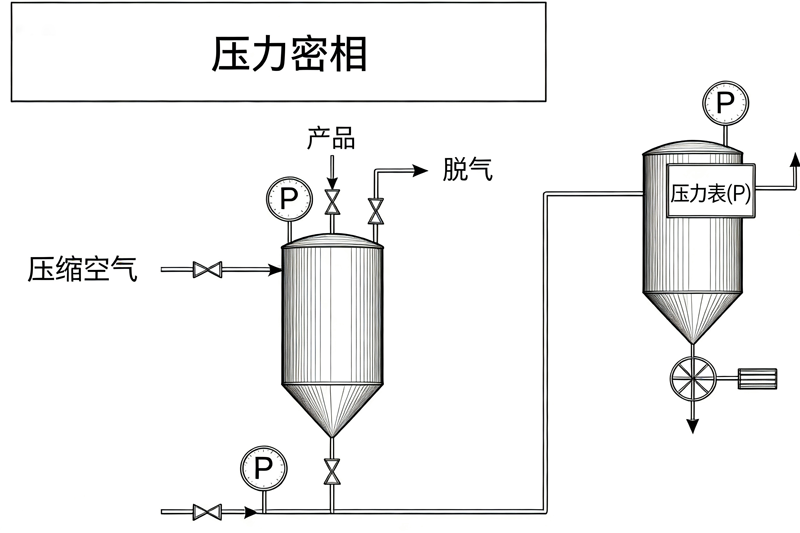
2. Pressure Dense Phase Conveying
The core equipment of a pressure dense phase conveying system is a pressure-resistant send pot (pressure vessel or pressure tank), designed for a pressure range of 1-4 barg, suitable for short to medium distance, high-capacity material conveying scenarios. Key system configurations include:
Dual compressed air inlets (at the tank top and after the discharge valve) to ensure the formation of stable material plugs.
Safety protection devices: pressure relief valves (to prevent overpressure), a deaeration system with a safety filter (to ensure exhaust cleanliness).
Receiving end configuration: A large-volume atmospheric receiving tank can omit the discharge device. Under normal conditions, a filtration system and a star valve/butterfly valve are required.
Control instrumentation: Material level sensors inside the tank (for accurate detection of filling/discharging endpoints), pressure sensors at the beginning and end of the pipeline (core of closed-loop control), and optionally, compressed air flow meters (to assist in fault diagnosis).
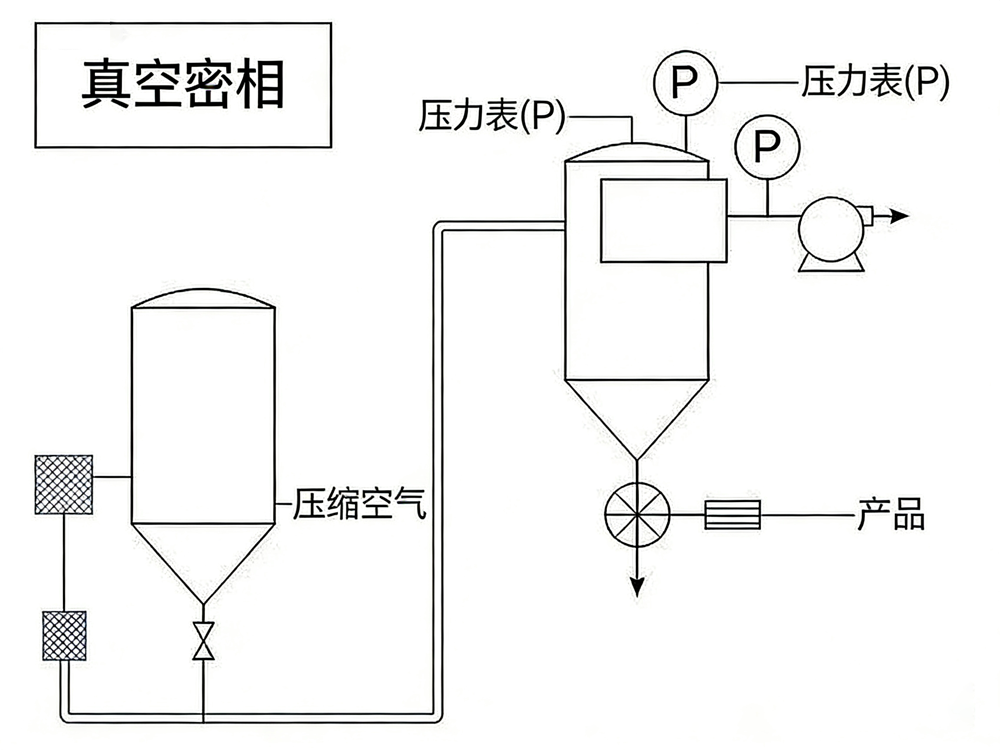
3. Vacuum Dense Phase Conveying
Vacuum dense phase conveying systems are similar in structure to dilute phase vacuum conveying. The core difference lies in the use of a specialized vacuum pump with an ultimate vacuum of ≤ -900 mbar, suitable for material conveying from multiple feed points in clean environments.
Advantages: The send pot is under atmospheric pressure, resulting in a simple structure, convenient operation, and no need for high-pressure sealing design.
Limitations: The receiving end must be reinforced for full vacuum conditions, increasing equipment costs.
Key configurations: Intermittent conveying requires a star valve or butterfly valve (for discharge control), pressure sensors at the receiving end and the vacuum pump inlet (for condition monitoring). The vacuum pump should ideally use a Variable Frequency Drive (VFD) for stepless speed adjustment, balancing operational flexibility with energy savings.
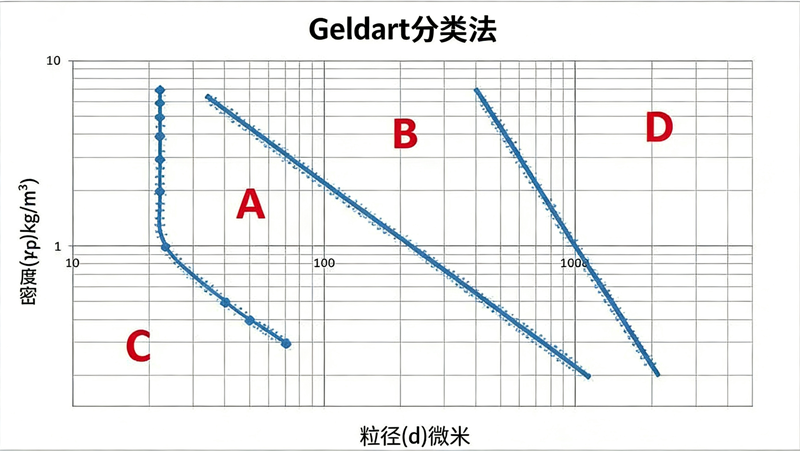
4. Material Characteristics Suitable for Dense Phase Conveying
The core requirement for dense phase conveying is the formation of stable material plugs. Therefore, materials must have low permeability (air should have difficulty penetrating the material layer, preventing excessive fluidization).
Generally suitable materials: Class A (fine powders, fluidizable but not collapsing), Class C (ultra-fine powders, prone to arching, non-fluidizable), such as cement, talc powder, carbon black, etc.
Specially suitable materials: Some highly permeable,
well-fluidizable materials (e.g., plastic pellets) can also achieve dense phase conveying if they have sufficient cohesion (e.g., electrostatic forces, intermolecular forces) to maintain plug integrity. However, this requires strict process control:
Humidity control: For materials like plastic pellets, ambient humidity must be kept below 5% to prevent electrostatic force attenuation that could cause plug disintegration.
Anti-clogging measures: Avoid excessively long pipelines or too many elbows to prevent material accumulation and clogging.
5. Key Selection Points for Manufacturers
The design of dense phase conveying systems relies on accumulated experimental data and engineering experience. When selecting a manufacturer, three core capabilities must be evaluated:
Technical expertise: A self-developed calculation model based on pilot plant testing and project databases, overcoming the limitations of publicly available models.
Design capability: Precise control of airflow velocity, optimization of pipeline layout and elbow curvature, reducing clogging risks and material loss.
Customization service: Providing full-process technical solutions based on material characteristics (particle size, humidity, cohesion), conveying distance, and capacity requirements.
It is recommended to prioritize manufacturers with proven case histories in conveying similar materials to ensure system design reliability.

Top







 location:
location:
